
Рассмотрим процесс увеличения производительности операций на реальном примере переупаковки партии из 200 штук фитнес-браслетов из заводской технологической упаковки в брендированный короб с окном для просмотра и ложементом для изделия, а так же добавлением в индивидуальную упаковку инструкции и гарантийного талона и в завершении укладку готовой продукции в транспортную коробку для перевозки.
Для этого весь процесс переупаковки разделим на операции:
- Операция №1 Сложить (собрать) брендированную коробку по загибам
- Операция №2 Сложить ложемент для изделия по загибам
- Операция №3 Сложить (сфальцевать) по изгибам инструкцию по эксплуатации
- Операция №4 Вытащить из заводской упаковки фитнес-браслет
- Операция №5 Прикрепить фитнес-браслет к ложементу (нужен навык, так как во время выполнения операции ложемент может сильно заминаться)
- Операция №6 Вставить ложемент с фитнес-браслетом в новую коробку, вложить инструкцию и талон (собрать все в новую упаковку)
- Операция №7 Разместить упаковку в транспортную тару
Давайте рассмотрим различные варианты организации разделения процесса между исполнителями операций.
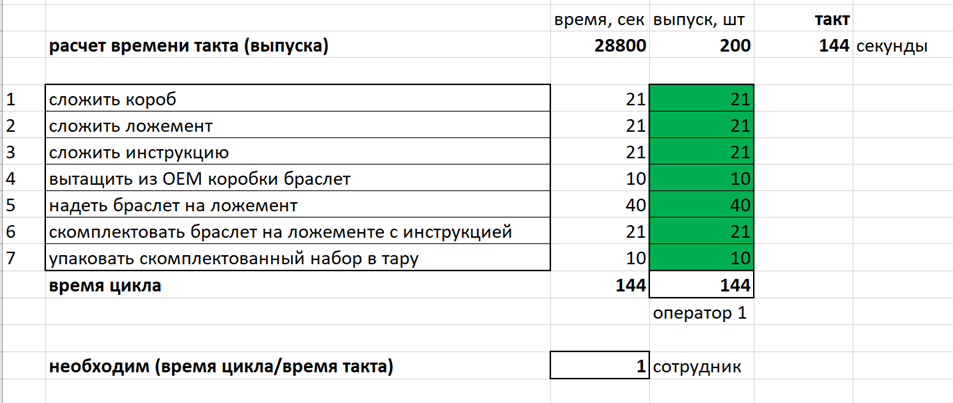
Вариант №1.
Все операции этого процесса выполняет 1 сотрудник. За 8 часовую рабочую смену он переупаковывает 200 изделий. Таким образом, его производительность работы составляет 25 штук в час, а трудоёмкость переупаковки одного изделия (величина обратная производительности) составляет 144 секунды. Это самый простой вариант организации работы по разделению труда на операции и в случае, когда все операции выполняет один сотрудник не требуется синхронизировать порядок выполнения этих операций и уровень межоперационных заделов.
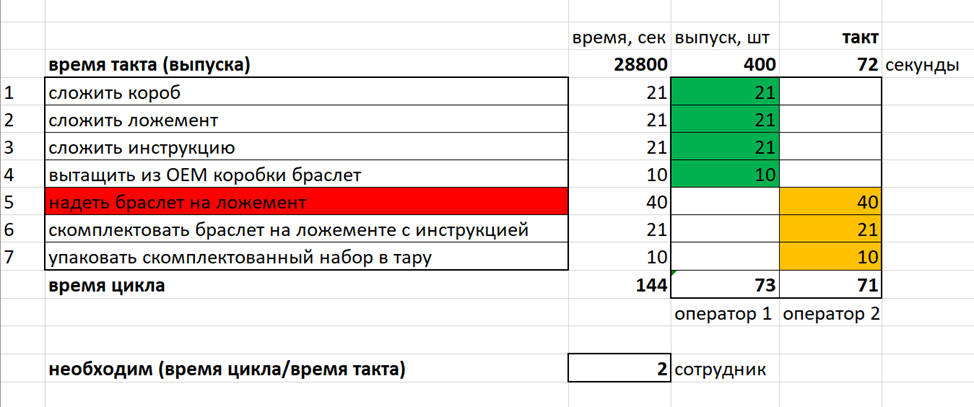
Вариант №2.
Для увеличения производительности труда и выпуска готовой продукции эти 7 операций по переупаковки стали выполнять двое сотрудников. Один сотрудник выполняет операции 1, 2, 3, 4, а второй операции 5, 6, 7.
В результате за 8 часовую рабочую смену они работая вместе переупаковали 400 изделий. Их общая производительность составила 50 изделий в час или опять 25 штук на каждого сотрудника и трудоёмкость осталась прежней 144 секунды (2*60*60/50). Этот вариант организации труда позволил увеличить количество выпускаемых изделий, но не оказал никакого влияния на увеличение производительности труда и снижение трудоёмкости.
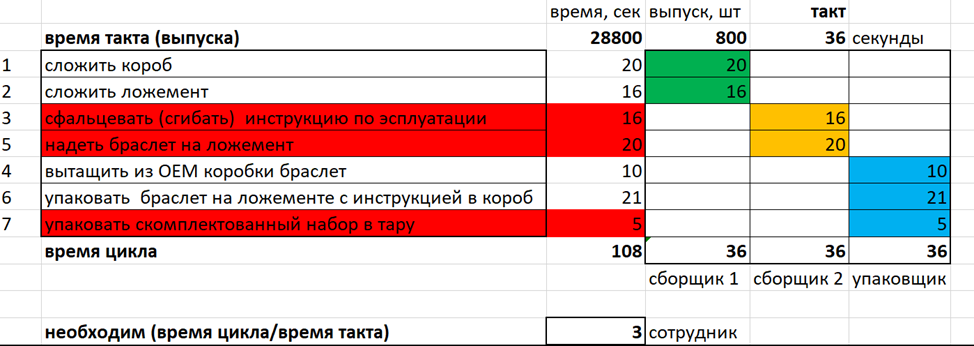
Вариант №3.
Организовали выполнение операций силами трёх сотрудников. Первый выполнял операции: 1, 4, второй – 2, 3, 5, а третий -6, 7. Во время работы появились межоперационные заделы (завалы) или простой сотрудников и стало необходимо строго соблюдать ритмичность работы. В результате общая производительность за смену составила 800 штук или 100 изделий в час или уже 33 штуки, а не 25 как ранее на каждого сотрудника. Трудоёмкость переупаковки одного изделия составила 108 секунд (3*8*60*60/800). В нашем случае при таком разделении процесса переупаковки на операции и при организации работы тремя сотрудниками рост производительности труда составил 32%.
Поэтому разделяя любой складской процесс на операции и организуя работу сотрудников необходимо постоянно анализировать производительность труда, так как велика вероятность получить (в случае ошибочного разделения или плохой организации) так называемый – «обратный синергетический эффект», когда производительность труда с увеличением разделения процессов не увеличится, а произойдет её значительное уменьшение.